


无论您是初次接触还是已经熟悉,我们的声测管施工制造厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:声测管施工制造厂家的图文介绍


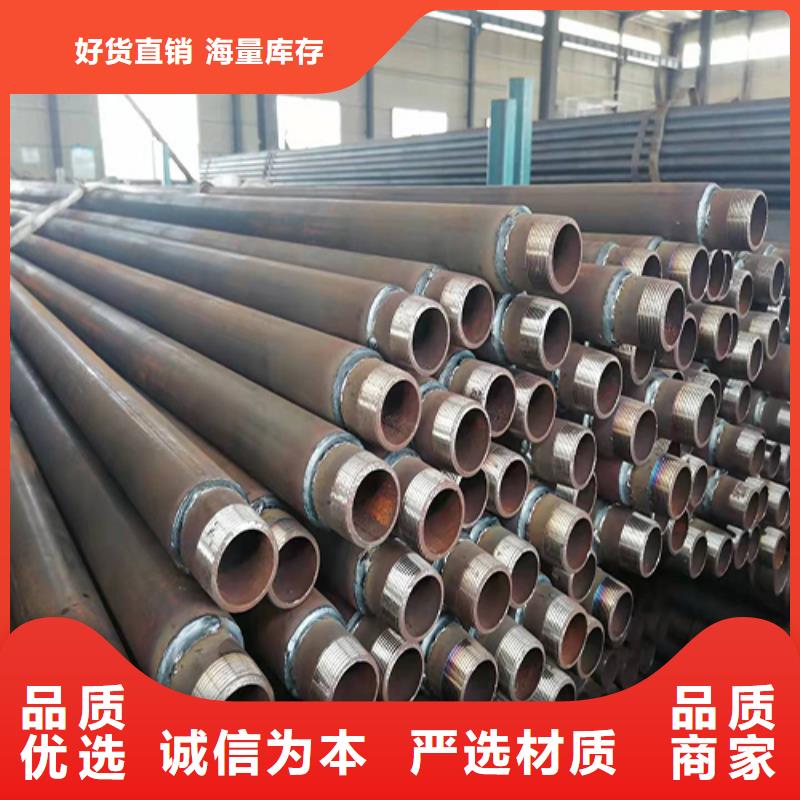
声测管以钢管为主要原料:钢管分为无缝钢管和直缝焊接管。无缝钢管将用于旧的设计图纸,材料为20#钢。但现在常用的声测管是由焊接钢管制成的。焊管的材质为Q235,或是Q195.那么声测管的材质就是Q195-Q235。声测管分为钳压声测管、螺旋声测管和套筒声测管。应用:灌注桩施工,如桥梁、铁路、高速公路、地铁、港口、码头、水电站、大坝、民用住宅等。 声学测试管是一种不可缺少的声学测试管。使用声学测试管可以检测桩的质量。声学测试管是超声检测桩时探头进入桩体的通道。它是灌注桩超声检测系统的重要组成部分。桩内预埋模式及桩横截面布置形式将直接影响测试结果。因此,设计时应将声学测试管的布置和埋设方法标记为图纸,施工时应严格控制预埋质量和管壁厚度,以确保检测工作的顺利进行。




声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。


眉山日升昌钢管声测管厂家常年经销【锥形桩尖】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。




薄壁声测管是无缝钢管还是焊接钢管好一些,很多用户都会问道这个问题,那么二者的优势分别是什么?薄壁声测管普遍采用焊接钢管,由于壁厚比较薄,市面上很难采购到对应的无缝钢管,在加上费用比较高,因此人们习惯采用焊管进行加工,连接方式普遍采用。第二:厚壁声测管可以采用焊管也可以采用无缝钢管进行加工,如果考虑到成本问题用焊管比较省钱,但是从质量方便焊管要比无缝钢管差一些,因此具体采用哪种一定要根据实际情况。厚壁声测管的连接方式普遍采用。抗滑桩声测管常用规格型号主要有50、附近54、附近57三种,如果需要其他型号,都得进行定做加工。50薄壁声测管规格:50*0.9、附近50*1.0、附近50*1.1、本地50*1.2、本地50*1.3、本地50*1.4、本地50*1.5、本地50*1.854薄壁声测管规格:54*1.0、本地54*1.1、本地54*1.2、本地54*1.3、本地54*1.4、本地54*1.5、本地54*1.857薄壁声测管规格:57*1.0、本地57*1.1、本地57*1.2、本地57*1.3、本地57*1.4、本地57*1.5、本地57*1.8声测管50*1.5、本地50*1.8、本地50*2.0、本地50*2.2、本地50*2.5、本地50*2.75、本地50*3.0、本地50*3.5声测管54*1.5、本地54*1.8、本地54*2.0、本地54*2.2、本地54*2.5、本地54*2.75、本地54*3.0、本地54*3.5声测管57*1.5、本地57*1.8、本地57*2.0、本地57*2.2、本地57*2.5、本地57*2.75、本地57*3.0、本地57*3.5


套筒式声测管与其它声测管一样,对于主体管材要求是焊管或者无缝规格,焊管居多。套筒式声测管主体管1.便利性整个安装过程,方式简单,、不需在工地进行焊接工作,不用液压钳,采用插拔式的方法直接固定就可以,零部件都是在厂子里加工好了,具有操作便捷、密封性好、成本低等优点。2.性套筒式声测管是创新实用型检测钢管,经过各方权威机构检测,钢管抗拉强度≧315;嵌入后接头处抗拉承载力≧3吨。密封性在内压1.0Mpa,外压4Mpa,持续时间1分钟的实验强度下,接头处无渗漏,无变形;完全满足JT/T?705-2007标准。筒式声测管常规型号:(尺寸mm)?外径:Φ50、Φ54、Φ57



